 Englanti
Englanti 中文简体
中文简体Koristepaperin syväpainokone: miten se toimii, tärkeimmät komponentit ja ostoopas
Mikä on koristepaperin syväpainokone?
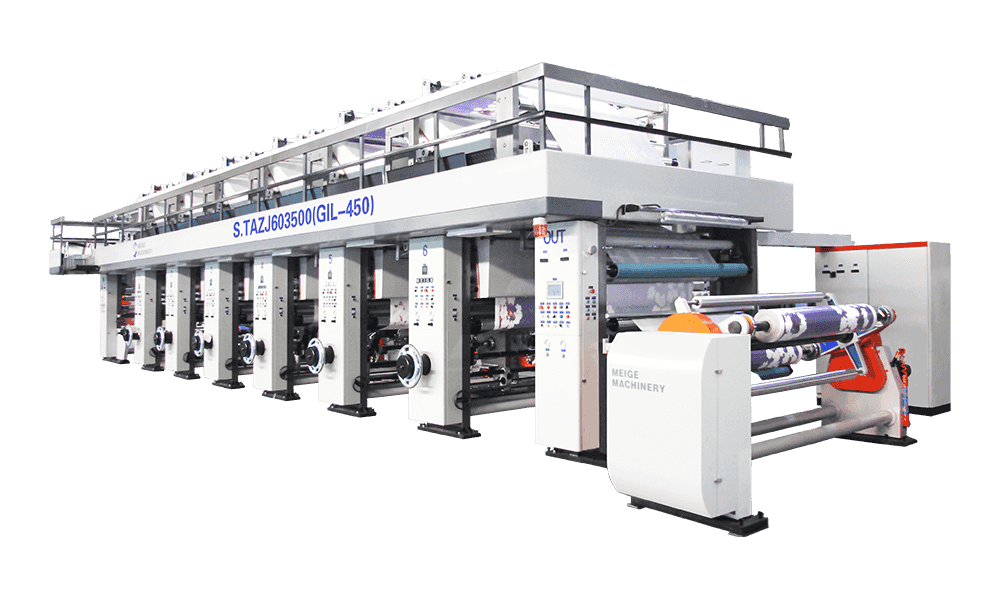
Koristepaperin syväpainokone – jota kutsutaan myös syväpainoiseksi koristepaperipuristimeksi tai koristepaperin syväpainokoneeksi – on nopea, tarkkuus rainasyöttöinen painojärjestelmä, joka on suunniteltu levittämään pintakuvioita, puun syykuvioita, kiviefektejä, kangaskuvioita ja abstrakteja koriste-aiheita paperialustalle, huonekalujen alustoina, lattiapinnoina ja sisäpinnoina, päällyslevyinä, joita lopulta käytetään kalusteissa. valmistus. Painettu paperi tyypillisesti kyllästetään myöhemmin melamiinilla tai muilla lämpökovettuvilla hartseilla viimeistellyn koristepinnan saamiseksi, joka näkyy laminaattilattialaudoissa, MDF-huonekaluissa, modulaarisissa keittiöpaneeleissa ja vastaavissa tuotteissa.
Syväpainoprosessi, joka on johdettu italialaisesta kaiverruksesta, joka tarkoittaa "kaiverrettua", siirtää mustetta pyörivän kuparisylinterin pinnalla olevista mikroskooppisista kaiverretuista soluista suoraan liikkuvalle paperirainalle. Näiden solujen syvyys, halkaisija ja tiheys määräävät kuhunkin paikkaan levitetyn mustemäärän, mikä mahdollistaa erittäin hienot sävyvaihtelut, terävät kuviotoistot ja valokuvalaatuisen värintoiston, joka erottaa syväpainetun koristepaperin flekso- tai offsetpainatusmenetelmillä valmistetuista papereista. Toimialalla, jolla vakuuttavan puun syyn tai kivirakenteen on kestettävä kuluttajien vuosien tarkkailu lähietäisyydeltä, tämä tulostustarkkuuden taso ei ole valinnainen – se on kaupallinen perusvaatimus.
Syväpainoprosessi: vaihe vaiheelta koristepaperille
Toimintojen järjestyksen ymmärtäminen kohdassa a koristeellinen paperin syväpainokone Selvittää, miksi tietyt koneen osat on suunniteltu sellaisiksi kuin ne ovat ja mitkä prosessiparametrit vaikuttavat suorimmin lopulliseen tulostuslaatuun.
Verkon purkaminen ja jännityksen hallinta
Painoprosessi alkaa kelaustelineestä, jonne asennetaan päärulla koristepaperia – tyypillisesti titaanidioksidilla täytettyä pohjapaperia, jonka neliömassa on 60–150 g/m² – ja syötetään puristimeen hallitulla jännityksellä. Rainan kireyden hallinta aukirullausasemalla on kriittinen, koska koristeelliset pohjapaperit ovat erittäin herkkiä jännityksen vaihtelulle: liian vähäinen jännitys sallii rainan lepata ja vaeltaa sivusuunnassa, mikä aiheuttaa kohdistusvirheitä väriasemien välillä; Liian suuri jännitys venyttää paperia, vääristää tulostettua kuviota ja aiheuttaa rainan katkeamista. Nykyaikaiset koristepaperin syväpainopuristimet käyttävät suljetun silmukan tanssirulla- tai punnituskennojen kireyden säätöjärjestelmiä, jotka pitävät rainan kireyden ±2–5 N/m sisällä koko tuotantojakson ajan.
Musteen levitys jokaisessa tulostusyksikössä
Jokainen koristeellisen mallin väri on painettu erillisessä painoyksikössä, joka koostuu kolmesta pääkomponentista: syväpainosylinteristä, mustesäiliöstä ja kaavinterästä. Syväpainosylinteri pyörii osittain upotettuna musteastiaan ja täyttää sen kaiverretun solurakenteen musteella. Kun sylinteri pyörii ulos mustesäiliöstä, tarkkuushiottu kaavinterä – tyypillisesti karkaistu teräs tai keraamikärkinen – pyyhkäisee sylinterin pinnan poikki poistaen kaiken musteen kaivertamattomilta maa-alueilta ja jättäen musteen vain upotettuihin kennoihin. Sitten sylinteri koskettaa paperirainaa painatusnipissä, jossa kumilla päällystetty jäljennöstela painaa paperia sylinterin pintaa vasten kontrolloidulla voimalla, vetää mustetta soluista kapillaaritoiminnalla ja siirtää sen paperisubstraatille.
Kuivaus väriasemien välillä
Kunkin peräkkäisen painoyksikön välillä juuri musteella täytetty paperiraina kulkee kuivaimen - yleisimmin kuumailmapuhallustunnelin tai infrapunakuivaimen - läpi haihduttamaan liuotin tai vesiväliaine levitetystä musteesta ennen seuraavan värin levittämistä. Epätäydellinen kuivuminen asemien välillä aiheuttaa musteen poiminta (jossa edellisen aseman märkä muste siirtyy seuraavaan sylinteriin sen sijaan, että se pysyisi paperilla), värikontaminaatiota ja rainan tukkeutumista kelausrullilla. Kuivaustehokkuus rajoittaa suoraan tuotantonopeutta: suurin puristusnopeus on nopeus, jolla kuivain voi kovettaa jokaisen mustekerroksen täysin kuivausosassa käytettävissä olevan viipymäajan sisällä.
Monivärinen rekisteröinti
Todellinen puun syy- tai marmorikuvio koristepaperissa vaatii tyypillisesti 4–8 yksittäistä värierottelua, joista jokainen tulostetaan erillisessä yksikössä tarkasti kohdistettuna kaikkien muiden värien kanssa. Jo 0,1–0,2 mm:n rekisterivirheet näkyvät paljaalla silmällä puun syykuvioissa, joten kohdistusvalvonta on yksi teknisesti vaativimmista koristepaperin syväpainatuksen osista. Nykyaikaiset puristimet käyttävät CCD-kamerapohjaisia automaattisia rekisterinohjausjärjestelmiä (ARC), jotka lukevat jatkuvasti radan reunaan painettuja rekisterimerkkejä ja tekevät reaaliaikaisia mikrokorjauksia kunkin sylinterin sivuttais- ja kehäkohtaan säilyttääkseen tarkan värin ja värin kohdistuksen koko ajon ajan.
Takaisinkelaus ja rullan viimeistely
Lopullisen painoyksikön ja kuivaimen jälkeen valmis koristeltu paperiraina kelataan hylsyille kelausasemalla. Taaksekelauksen kireyden säädön on oltava yhtä tarkka kuin kelauskireyden, jotta valmiin rullan teleskooppinen, tähtivärähtely tai rypistyminen estetään. Monissa koristepaperin syväpainokoneissa on sisäänrakennetut laaduntarkastusjärjestelmät – stroboskooppiset tulostuksen tarkastuskamerat tai spektrofotometriset värimittauspäät – kelausasemalla, jotta ne osoittavat viat, kuten kaavinterän juovat, sylinterisolujen tukkeutuminen, väritiheyden poikkeamat tai kohdistusmuutokset, ennen kuin viallinen materiaali kelataan valmiille rullalle.
Koristepaperin syväpainokoneen ydinkomponentit
Yksittäisten konekomponenttien tekninen laatu määrää suoraan tulostuslaadun, koneen käytettävyyden ja omistamisen kokonaiskustannukset laitteen käyttöiän aikana. Seuraavat ovat komponentit, jotka erottavat eniten korkealuokkaiset koristepaperin syväpainopuristimet heikompien eritelmien vaihtoehdoista.
Sylinterit
Syväpainosylinteri on painoprosessin sydän ja komponentti, joka määrittää painolaadun kattoon enemmän kuin mikään muu elementti. Koristepaperisyväpainossa sylinterit valmistetaan tyypillisesti teräspohjasta, jossa on sähköpinnoitettu kuparikerros (paksuus 80–200 mikronia), johon kaiverretaan kennokuvio joko sähkömekaanisella kaiverruksella (kynällä, tuottaa timantin muotoisia soluja) tai laserkaiverruksella (jossa saadaan monipuolisempia ja monipuolisempia solumuotoja). Kaiverruksen jälkeen kuparipinta kromataan kovuuteen 900–1000 HV kaavinterän kulumisen estämiseksi. Koristepaperisovelluksissa on vakiona 6–8 mikronin kromikerrospaksuus.
Koristeellisten paperisylintereiden solugeometrian määritykset vaihtelevat tyypillisesti välillä 150 - 200 riviä seulaviivan senttimetriä kohti, ja solujen syvyys on 20 - 55 mikronia riippuen toistetusta väristä ja sävyarvosta. Tarkka solugeometria on kriittinen: jopa 2–3 mikronin vaihtelut solun syvyydessä luovat mitattavissa olevia väritiheyseroja, jotka ilmenevät näkyvänä juoneina tai sävyjen epätasaisuuksina painetun kuvion tasaisilla sävyillä.
Doctor Blade -järjestelmä
Kaavinteräkokoonpano pitää ja asettaa kaavinterän pyörivää syväpainosylinteriä vasten tarkasti säädetyssä kosketuskulmassa (tyypillisesti 55°–65° koristepaperisovelluksissa) ja kosketuspaineessa. Terän on säilytettävä tasainen kosketus koko painoleveydellä – joka voi olla 2 200–2 800 mm leveillä koristepaperipuristimilla – ilman, että mustetta vuotaa ohi missään kohdassa, mutta ei myöskään saa käyttää liiallista painetta, joka nopeuttaa sylinterin kromin kulumista. Nykyaikaisissa kaavinterän pidikkeissä käytetään pneumaattisia tai jousikuormitettuja terän kiinnitysmekanismeja, joissa on hienosäätö terän kulman ja kosketuspaineen suhteen, ja niissä on värähtelykäytöt, jotka siirtävät teräkokoonpanoa sivusuunnassa 5–15 mm tulostuksen aikana estämään paikallisia terän ja sylinterin kulumiskuvioita.
Impression Roller
Jäljennöstela painaa paperirainaa syväpainosylinteriä vasten painonipissä musteen siirron helpottamiseksi. Koristepaperisovelluksissa jäljennöstelat on tyypillisesti päällystetty polyuretaanikumilla, jonka kovuus on 60–80 Shore A, joka on valittu riittävän mukaiseksi takaamaan tasaisen nippipaineen koko rainan leveydellä samalla kun ne kestävät syväpainomusteiden aggressiivisia liuottimia. Painatustelan kruunuprofilointi – telan halkaisijan lievä lisäys keskustaa kohti nippikuormituksen aiheuttaman taipuman kompensoimiseksi – on olennaista leveärainaisissa koristepaperipuristimissa tasaisen painopaineen ylläpitämiseksi koko alustan leveydellä.
Musteen kierrätyksen ja viskositeetin ohjausjärjestelmä
Syväpainomusteen viskositeetti ohjaa suoraan mustekalvon painoa, värin tiheyttä ja pisteen vahvistusta tulostetussa kuvassa. Kun liuotin haihtuu mustesäiliöstä tulostuksen aikana, viskositeetti kasvaa – lisää värin tiheyttä ja saattaa aiheuttaa kaavinterän tärinää tai solujen tukkeutumisen. Automaattiset musteen viskositeetin säätöjärjestelmät tarkkailevat jatkuvasti musteen viskositeettia riviviskosimetrien avulla (yleensä effluksikuppi- tai rotaatioviskosimetripohjaisia) ja annostelevat tuoretta liuotinta musteastiaan annostelupumppujen kautta viskositeetin ylläpitämiseksi ±1–2 sekunnin toleranssin sisällä tavoitearvosta koko puristusajon ajan. Musteen lämpötila vaikuttaa myös merkittävästi viskositeettiin, ja joissakin korkealaatuisissa puristimissa on musteen lämpötilan säätelyjärjestelmä, joka eliminoi viskositeetin poikkeaman, joka johtuu ympäristön lämpötilan vaihtelusta pitkien tuotantoajojen aikana.

Koneen kokoonpanot: yksiväriset vs. moniväriset puristimet
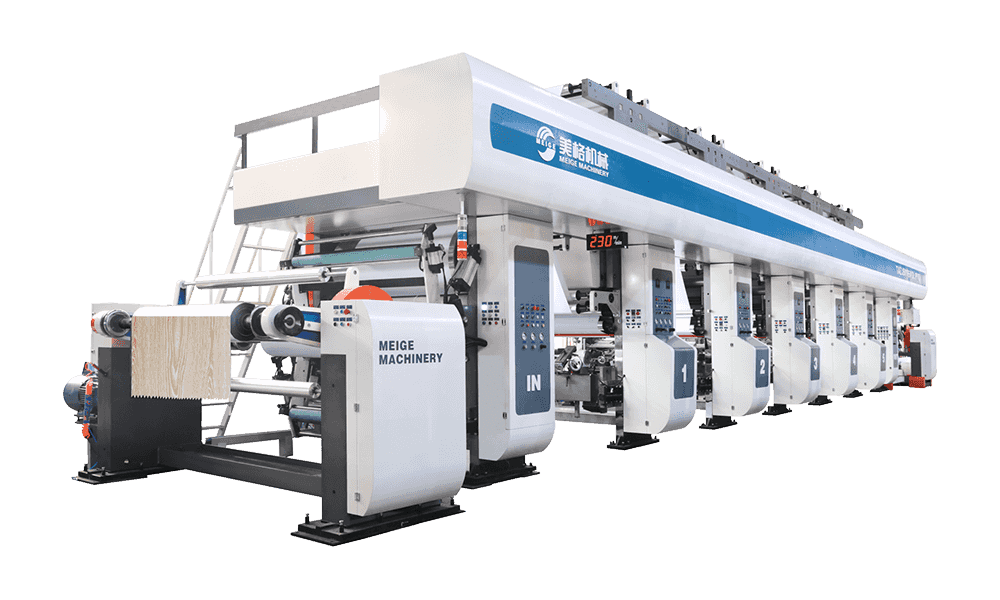
Koristepaperin syväpainokoneita on saatavana kokoonpanoissa, jotka vaihtelevat yksivärisistä vedoskoneista täystuotantokoneisiin, joissa on vähintään 10 painoyksikköä. Sopiva kokoonpano riippuu valmistettavien koristekuvioiden monimutkaisuudesta ja laitoksen tuotantomäärävaatimuksista.
| Kokoonpano | Yksiköiden lukumäärä | Tyypillinen tulostusleveys | Nopeusalue | Ensisijainen sovellus |
| Yhden yksikön tiivistin | 1 | 600-900 mm | 20-60 m/min | Cylinder proofing, R&D |
| 4-värinen tuotantopuristin | 4 | 1 300–1 800 mm | 80-150 m/min | Yksinkertaiset puun syyt, yksiväriset mallit |
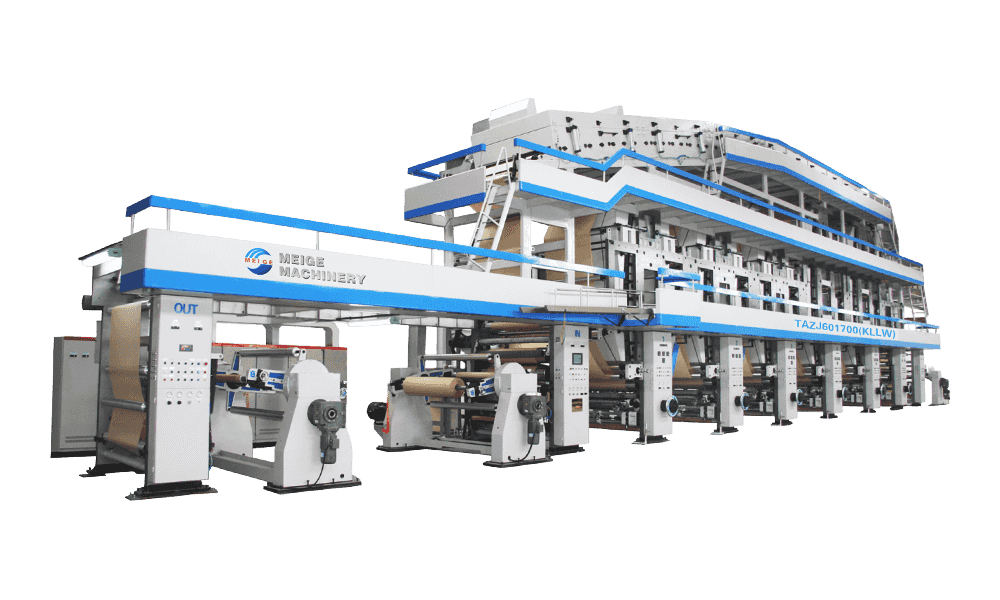
| 6-värinen tuotantopuristin | 6 | 1600–2200 mm | 100-200 m/min | Monimutkaiset puun syyt, kivi, tekstiiliefektit |
| 8-10 värin laajaverkkopuristin | 8–10 | 2200–2800 mm | 150-300 m/min | Korkealaatuiset valokuvatekstuurit, suuret toistuvat kuviot |
Valmistajille, jotka tuottavat monenlaisia koristekuvioita – mukaan lukien puun syyt, kiviefektit, fantasiakuviot ja yksiväriset paperit – 6-värinen puristin edustaa kaupallisesti monipuolisinta kokoonpanoa, joka pystyy toistamaan suurimman osan markkinoiden standardimalleista ilman 8 tai 10 yksikön koneiden pääoma- ja käyttökustannuksia. Yli 2 000 mm:n tulostusleveyden leveät rainakokoonpanot ovat ensisijaisesti perusteltuja suurten tuotekuvioiden tuotannossa, jossa mittakaavaedut suurilla rullilla ovat suuremmat kuin laajemman rainan käsittelyn hallinnan monimutkaisuus.
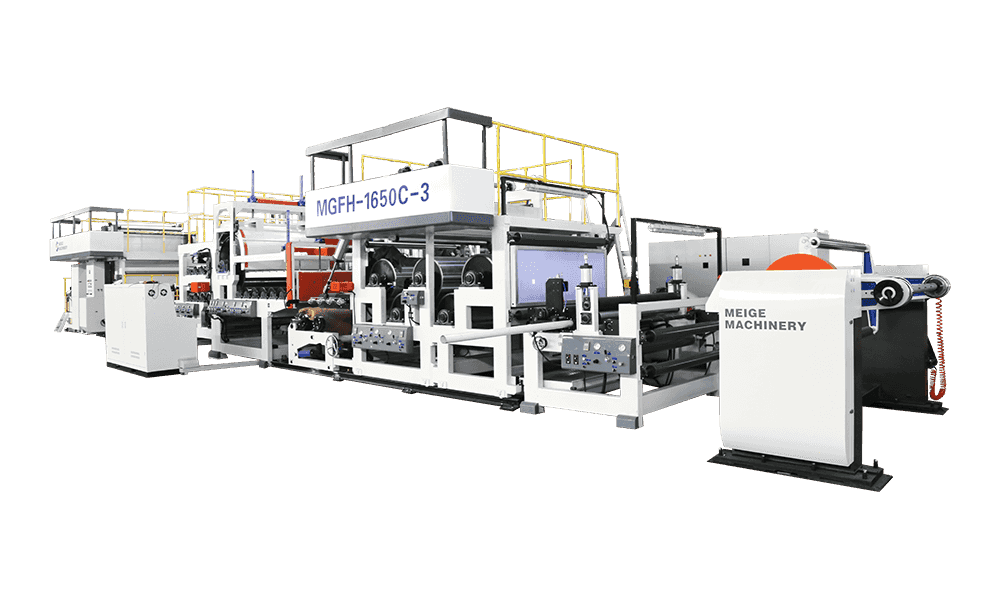
Mustejärjestelmät koristepaperin syväpainatukseen
Koristepaperin syväpainopuristimessa käytettävän mustejärjestelmän on täytettävä vaatimukset, jotka ylittävät yksinkertaisen väritarkkuuden. Koristepaperimusteiden on selviydyttävä myöhemmästä kyllästysprosessista – jossa painettu paperi kyllästetään nestemäisellä melamiini-formaldehydihartsilla ja kovetetaan sitten 160–200°C:n lämpötilassa korkeassa paineessa lyhytjaksoisessa laminointipuristimessa. Musteet, jotka eivät ole lämpöstabiileja tai jotka eivät ole yhteensopivia kyllästyshartsin kanssa, vuotavat, muuttavat väriä tai irtoavat puristuksen aikana, jolloin tuloksena on viimeisteltyjä paneeleja, joiden tulostuslaatu ei ole hyväksyttävää.
- Liuotinpohjaiset syväpainomusteet: Historiallisesti hallitseva järjestelmä koristepaperin syväpainossa, liuotinpohjaisissa musteissa on käytetty kantoaineina tolueenia, etyyliasetaattia tai liuotinsekoituksia. Ne tarjoavat nopean kuivumisen, erinomaisen värilujuuden ja hyvän yhteensopivuuden melamiinikyllästyksen kanssa. VOC-päästöjä koskevat ympäristö- ja terveysmääräykset ovat saaneet aikaan merkittäviä investointeja liuottimien talteenotto- ja vähennysjärjestelmiin näitä musteita käyttävissä puristimissa, mikä on lisännyt laitoksen pääomaa ja käyttökustannuksia.
- Vesipohjaiset syväpainomusteet: Vesipohjaiset mustejärjestelmät, joita käytetään yhä useammin alhaisemman VOC-arvon vaihtoehtona, vaativat kehittyneempiä kuivausrakenteita (yleensä suurempi ilmamäärä yhdistettynä infrapunakuumennukseen), koska veden haihtuminen on korkeampi latenttilämpö verrattuna orgaanisiin liuottimiin. Musteen muotoilun edistyminen on suurelta osin kuronut umpeen liuotinmusteiden historiallisen suorituskyvyn eron värin kirkkauden, tarttuvuuden ja impregnoinnin yhteensopivuuden suhteen koristepaperisovelluksissa.
- Lämmönkestävät pigmentit: Kaikissa koristepaperin syväpainossa käytettävien musteiden on sisällettävä pigmenttejä, joiden lämpöstabiilisuus on todistettu laminointipuristimen lämpötiloissa. Orgaaniset pigmentit, jotka ovat herkkiä lämpöhajoamiselle – mukaan lukien tietyt keltaiset ja punaiset pigmentit – on korvattava tehokkaammilla vaihtoehdoilla, kuten peryleenipunaisilla, dioksatsiinivioletteilla tai nikkeliatsokeltaisilla, jotka säilyttävät värin tarkkuuden koko laminointijakson ajan.
Tärkeimmät tekniset tiedot, jotka on arvioitava ostettaessa koristepaperin syväpainopuristinta
Sopivan syväpainokoneen valinta koristepaperin tuotantoon on pääomapäätös, jonka tyypillinen käyttöikä on 15–25 vuotta. Seuraavia eritelmiä ja arviointiperusteita tulee arvioida järjestelmällisesti hankintaprosessin aikana:
- Rainan enimmäisleveys ja tulostusleveys: Määritä suurin substraatin leveys, johon puristimeen tulee mahtua leveimmän koristepaperirullan muodon perusteella, ja vahvista suurin tulostusleveys – joka on tyypillisesti 20–40 mm pienempi kuin rainan leveys, jotta reunaleikkaus- ja rekisterimerkkialueet voidaan tehdä.
- Suurin tuotantonopeus: Arvioi väitetyt enimmäisnopeudet kriittisesti – maksiminopeus on kaupallisesti hyödyllinen vain, jos kuivausjärjestelmä pystyy saavuttamaan täyden musteen kovettumisen tällä nopeudella tietyllä musteen ja alustan yhdistelmällä. Pyydä kuivaustehotiedot suurimmalla nopeudella puristimen valmistajalta.
- Rekisterin tarkkuusmääritys: Koristepaperisovelluksissa vaaditaan vähintään ±0,1 mm:n rekisteritarkkuus vakiokäyttöolosuhteissa. Tarkista tämä eritelmä riippumattomien testitietojen tai asiakasviitteiden perusteella sen sijaan, että luottaisi pelkästään valmistajan väitteisiin.
- Sylinterin vaihtoaika: Koristepaperin tuotannossa kuvionvaihdot ovat yleisiä. Sylinterin vaihtoaika – aika, joka tarvitaan kaikkien sylinterien poistamiseen ja vaihtamiseen sekä uuden mallin asettamiseen – vaikuttaa suoraan tuotannon tehokkuuteen ja taloudelliseen vähimmäispituuteen. Nykyaikaisilla pikavaihtosylintereillä voidaan saada täydet 6-väriset sylinterimuutokset alle 30 minuutissa.
- Liuottimen talteenotto- tai vähennysjärjestelmä: Jos käytät liuotinpohjaisia musteita, arvioi, onko puristin suunniteltu inline-liuottimen talteenottoon (joka vähentää raakaliuottimen kulutusta ja käyttökustannuksia) vai lämpöhapettimen vähentämiseen (joka tuhoaa liuotinhöyryt, mutta aiheuttaa käyttökustannuksia polttoaineen kulutuksessa). Varmista, että poistojärjestelmän kapasiteetti vastaa puristimen suurinta liuottimen haihtumisnopeutta täydellä tuotantonopeudella.
- Vetojärjestelmä ja kireydensäätöarkkitehtuuri: Varmista, että jokaisessa tulostusyksikössä on itsenäinen digitaalinen servokäyttö, jossa on suljetun silmukan jännityksen säätö yksiköiden välillä, sen sijaan, että vanhemmat linja-akselikäyttöarkkitehtuurit ovat vähemmän joustavia ja vaikeammin ylläpidettäviä. Servokäyttöiset puristimet tarjoavat nopeamman valmistuksen, paremman rekisterin vakauden kiihdytyksen ja hidastuksen aikana sekä yksinkertaisemman mekaanisen huollon.
- Toimittajan palvelukyky ja varaosien saatavuus: Jos koneen pääomasijoitus on useita miljoonia dollareita, arvioi valmistajan paikallisen huoltoinsinöörin kattavuus, vasteaikasitoumukset ja varaosien varastopaikat. Varmista koneenvalmistajan pääkonttorista kaukana sijaitsevien alueiden osalta, säilytetäänkö tärkeitä varaosia – jäljennöstelat, kaavinterän pidikkeet, servokäytöt – alueellisissa jakelukeskuksissa vai onko ne lähetettävä valmistusmaasta mahdollisesti pitkien tulliviiveiden vuoksi.
Parhaat huoltokäytännöt koneen suorituskyvyn ja pitkäikäisyyden maksimoimiseksi
Koristeellinen syväpainokone, jota käytetään tiukan ennaltaehkäisevän huolto-ohjelman puitteissa, ylittää jatkuvasti huonosti huolletun, nimellisesti ylivoimaisen koneen. Seuraavat huoltotoimenpiteet ovat kriittisimpiä jatkuvan tulostuslaadun ja koneen käytettävyyden kannalta:
- Lääkärin terän tarkastus ja vaihtoaikataulu: Lääkärin terät tulee tarkastaa jokaisen työnvaihdon yhteydessä ja vaihtaa kiinteän aikavälin mukaisesti – tyypillisesti 4–8 käyttötunnin välein riippuen terän materiaalista ja sylinterin kromin kovuudesta. Kulunut tai halkeileva kaavinterä ilmenee välittömästi juovina, sävyjuovina tai mustevuotona terän ohi, ja viivästynyt vaihto nopeuttaa sylinterin kromin kulumista suhteettoman paljon.
- Jälkirullan kunnon valvonta: Painatustelan kumipinnat tulee tarkastaa viikoittain lasittumisen, turpoamisen tai pintavaurioiden varalta, ja telan kovuus tulee testata perusmittauksia vastaan neljännesvuosittain. Kumin kovuuden poikkeama, joka on yli ±5 Shore A spesifikaatioarvosta, vaatii telan peittämistä uudelleen, ennen kuin tulostuslaatu heikkenee.
- Mustesäiliön ja kiertojärjestelmän puhdistus: Mustejärjestelmän täydellinen huuhtelu ja puhdistaminen kuvioiden vaihtamisen välillä on välttämätöntä värikontaminaation ja pigmentin agglomeroitumisen estämiseksi musteen syöttölinjoissa ja viskositeetin säätöastioissa. Luo dokumentoitu mustejärjestelmän puhdistusprotokolla, jossa on määritellyt liuottimen huuhtelumäärät ja jäännösmusteen saastumisen hyväksymiskriteerit, ennen kuin hyväksyt puristimen seuraavaa työtä varten.
- Kuivausrummun huolto: Kuumailmapuhalluskuivaimen suuttimet ja ilmanjakolevyt tulee puhdistaa neljännesvuosittain mustesumukerrostumien poistamiseksi, jotka vähentävät ilmavirran tasaisuutta ja kuivaustehokkuutta. Infrapunasäteilijän lähtö tulee testata vuosittain ja huonontuneet emitterit vaihtaa, jotta kuivausenergian tiheys pysyy tasaisena radan leveydellä.
- Rainan ohjaus ja kiristysjärjestelmän kalibrointi: Punnituskennot ja rullalaakerit tulee kalibroida ja huoltaa puolivuosittain jännityksen mittaustarkkuuden varmistamiseksi. Kalibroinnin poikkeama jännityksensäätöjärjestelmissä on yleinen perussyy krooniseen rekisteröinnin epävakauteen, joka johtuu virheellisesti sylinteri- tai muste-ongelmista vianmäärityksen aikana.
Tuoteryhmät
Suositellut uutiset
Suositellut tuotteet
Erilaisia malleja, jotka vastaavat kehitystarpeita eri alueiden maailmassa.



Lähetä meille viesti heti!
Pikalinkit
Tuotteet
- KL-sarjan koristeellinen paperin syväpainotulostin
- DL-sarjan koristeellinen paperin syväpainotulostin
- HL-sarjan koristeellinen paperin syväpainotulostin
- MG-sarjan koristeellinen paperin syväpainotulostin
- LLW-sarjan koristeellinen paperin syväpinnoituskone
- BL-, CS-, JS-, CL-, JL-, EL-sarjan koristepaperin syväpainotulostin
- ......
Ota meihin yhteyttä
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiangin maakunta
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Yksityisyys
Yksityisyys