 Englanti
Englanti 中文简体
中文简体Koristepaperin syväpainokoneet: Täydellinen ostajan ja käyttäjän opas
Decorative paper — the printed surface material used in furniture, flooring, cabinets, wall panels, and laminate products — demands a level of pattern consistency, color precision, and production throughput that only one printing technology reliably delivers at industrial scale: gravure printing. A decorative paper gravure printing machine is a highly specialized piece of capital equipment that sits at the center of the decorative surface industry, producing the wood grain, stone, textile, and abstract patterns that appear on billions of square meters of laminated product every year. Tämä opas kattaa kaiken, mitä ostajan, tehdaspäällikön tai tuotantoinsinöörin on ymmärrettävä näistä koneista – miten ne toimivat, mitä tärkeimmät tekniset tiedot tarkoittavat, kuinka arvioida toimittajia ja mikä erottaa tehokkaat laitteet koneista, jotka eivät pysty täyttämään koristepaperin tiukkoja laatuvaatimuksia.
Miksi syväpainatus hallitsee koristepaperin tuotantoa?
Koristepaperilla on erityisiä tulostusvaatimuksia, jotka eliminoivat useimmat kilpailevat tulostustekniikat käytännössä. The patterns must be reproduced with microscopic consistency across roll after roll — a wood grain repeat that shifts 0.1mm between two rolls used on adjacent panels of a kitchen cabinet becomes immediately visible as a mismatch defect. Colors must remain identical across production runs separated by weeks or months, because decorative paper is a component in a larger product system where panels, edges, and matching elements are produced from different production batches. Ja suorituskyvyn on oltava riittävän korkea, jotta se perustelee erikoistuneen paperisubstraatin, sylinterikaiverruksen ja mustejärjestelmien kustannukset.
Syväpainatus — tekniikka, jota käytetään koristepaperin syväpainokoneet — meets all these requirements through its fundamental process: ink is held in microscopic cells engraved directly into a chrome-plated copper cylinder, excess ink is wiped from the cylinder surface by a doctor blade, and the remaining ink in the cells is transferred to the paper substrate under pressure from an impression roller. Kaiverretut solut ovat pysyviä – ne eivät muutu painallusten välillä – joten kuvion geometria on mekaanisesti kiinnitetty sylinteriin. Tämä tuottaa kuviosta kuvioon kohdistuksen ja toistotarkkuuden, jota mikään muu tulostusprosessi ei pysty vastaamaan vastaavilla tuotantonopeuksilla.
Vertailun vuoksi fleksopainatuksessa käytetään kumi- tai fotopolymeerilevyjä, joiden mittasuhteet muuttuvat lämpötilan ja paineen vaihtelun myötä, mikä tuottaa alhaisemman geometrisen tarkkuuden. Inkjet and digital printing technologies offer flexibility but currently cannot match gravure's combination of surface coverage density, abrasion-resistant ink laydown, and production speeds exceeding 200 meters per minute. For large-volume decorative paper production, gravure printing is not simply the preferred technology — it is the only technology that meets the combined demands of the application at commercial scale.
Kuinka koristepaperin syväpainokone toimii
Understanding the operating principle of a rotogravure printing machine for decorative paper requires following the paper and ink through each stage of the machine from unwind to rewind. Prosessi on jatkuva – paperisubstraatti kulkee katkeamattomana rainana syöttörullalta jokaisen painoaseman ja kaikkien jälkikäsittelyjärjestelmien läpi ennen kuin se kelataan valmiille ulostulotelalle.
Verkkosyötön ja jännityksen valvontajärjestelmä
Paperisubstraatti – tyypillisesti alfa-selluloosa-koristepohjapaperi, jonka neliöpaino vaihtelee sovelluksesta riippuen 50–130 g/m² – ladataan halkaisijaltaan suurirullana aukirullaustelineelle koneen sisääntuloon. Ammattimaiset koristepaperin syväpainopuristimet käyttävät lentäviä liitos- tai päittäisliitosjärjestelmiä, joiden avulla tyhjentyneet rullat voidaan vaihtaa uusiin teloiksi pysäyttämättä konetta, mikä ylläpitää jatkuvaa tuotantoa pitkien ajojen ajan. Koko koneen kireyden hallintaa ohjaavat tanssitelat ja punnituskennojen takaisinkytkentäjärjestelmät, jotka ylläpitävät tasaisen rainan jännityksen kaikilla painoasemilla nopeuden muutoksista, rullan halkaisijan pienenemisestä tai alustan ominaisuuksien vaihtelusta huolimatta. Consistent web tension is critical for registration accuracy — variations cause the web to stretch unevenly, shifting print position relative to the cylinder repeat.
Tulostusasema: Sylinteri, Doctor Blade ja Impression Roller
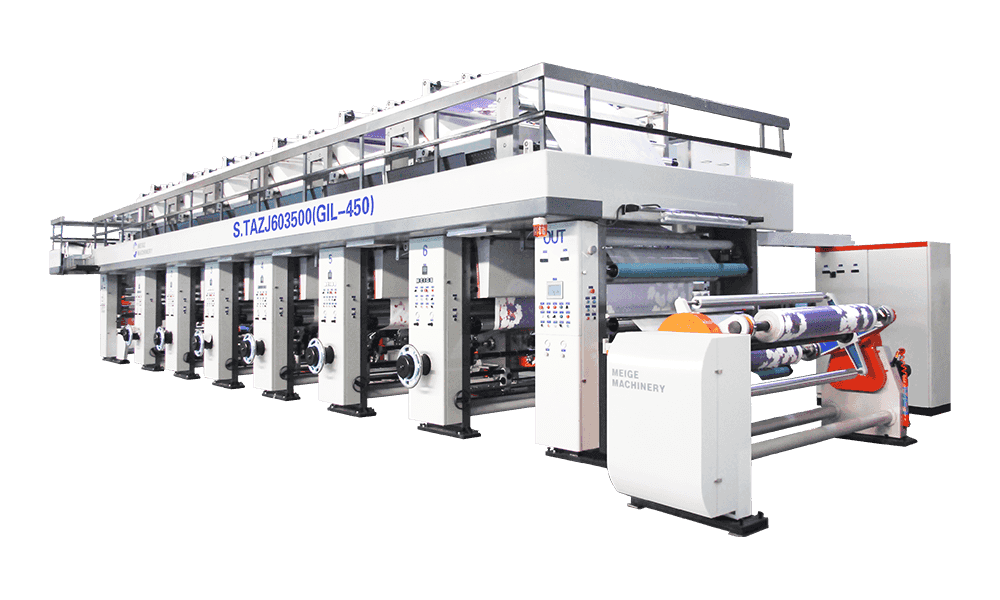
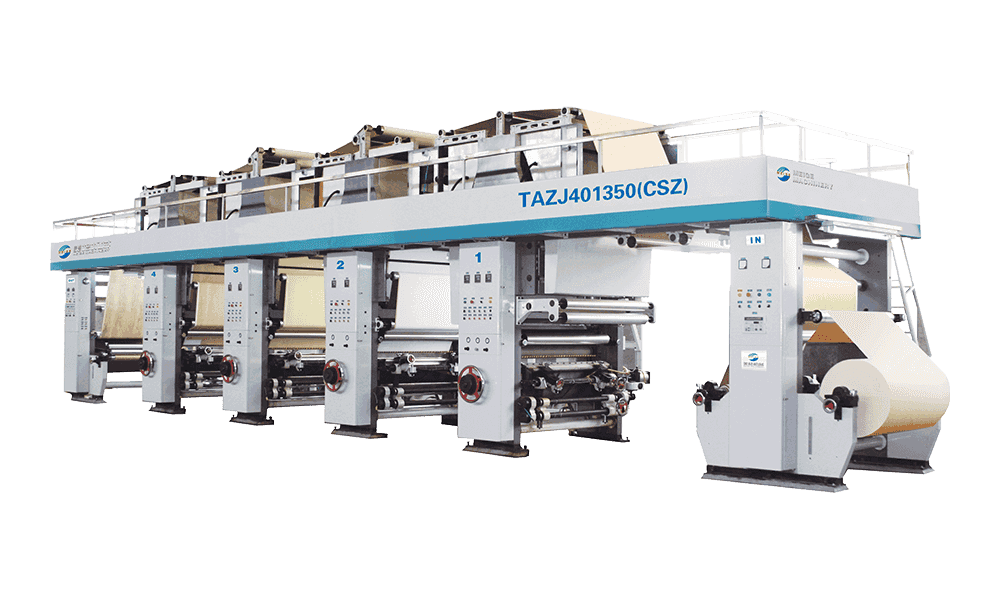
Jokainen koristekuvion väri vaatii erillisen painoaseman. Tavallisessa koristeellisessa syväpainokoneessa on 4-12 painoasemaa, jotka on järjestetty riviin, ja paperiraina kulkee jokaisen aseman läpi peräkkäin. Jokainen asema sisältää kolme pääkomponenttia: syväpainosylinterin, kaavinteräkokoonpanon ja jäljennöstelan.
Syväpainosylinteri on prosessin sydän. Se on noin 100–150 mikronin paksuiseksi kuparipinnoitettu teräspohjaputki, johon kaiverretaan kennokuvio sähkömekaanisella kaiverruspäällä tai kemiallisella etsauksella. Kaiverruksen jälkeen kuparipinta kromataan noin 900–1000 Vickersin kovuuteen kaavinterän ja musteen aiheuttaman kulumisen estämiseksi. Kennoissa on tietty määrä mustetta – solun syvyys ja aukon halkaisija säätelevät musteen tiheyttä ja peittoa. Koristepaperisovelluksissa sylinterin ympärysmitat ovat tyypillisesti 600–1200 mm, mikä vastaa kuvion toistuvaa pituutta.
Kaavinterä on ohut teräs- tai polymeeriterä, joka nojaa pyörivää sylinterin pintaa vasten kontrolloidun paineen alaisena pyyhkien mustetta solujen välisiltä maa-alueilta jättäen musteen itse kennoihin. Kaavinterän kulma, kosketuspaine, materiaali ja värähtelynopeus vaikuttavat kaikki tulostuslaatuun ja sylinterin käyttöikään. Jäljennöstela – kumipäällysteinen terästela, joka on sijoitettu sylinteriä vastapäätä – painaa paperirainaa musteella täytettyä sylinterin pintaa vasten hallitulla voimalla siirtäen musteen soluista paperille. Jäljennyspaine määrittää musteen siirtotehokkuuden ja sitä säädetään eri paperin imukykyä ja musteen viskositeettia varten.
Musteen jakelu ja viskositeetin säätö
Muste toimitetaan painoasemalle suljetun kiertojärjestelmän kautta, joka pumppaa mustetta säiliöstä syväpainosylinterin alla olevan mustealustan kautta. Sylinteri pyörii mustealustan läpi ja täyttää kaiverretut solut musteella ennen kaavinterän pyyhkimisjaksoa. Sylinterin pinnalta pyyhitty muste palaa säiliöön paluukanavan kautta ylläpitäen jatkuvaa kiertoa, joka estää mustetta kuivumasta lokerossa ja pitää musteen ominaisuudet tasaisina. Automaattiset viskositeetin säätöjärjestelmät – jotka perustuvat tyypillisesti ulosvirtauskuppimittaukseen, jossa on automaattinen liuottimen annostelu – ylläpitävät musteen viskositeetin ±0,5 sekunnin sisällä tavoitearvosta koko tuotantojakson ajan. Viskositeettiryömintä on yksi tärkeimmistä syistä syväpainossa värin siirtymiseen, ja automaattinen ohjaus poistaa manuaalisen mittaus- ja säätötaakan käyttäjältä.
Kuivausjärjestelmä painoasemien välillä
Between each printing station, the printed web passes through a drying tunnel where solvent or water from the ink is evaporated before the next color is applied. Täydellinen kuivuminen asemien välillä on välttämätöntä värien yli-värirekisteröintitarkkuuden kannalta – ensimmäisestä asemasta toiseen sylinteriin siirtyvä märkä muste (kutsutaan back-trapping) aiheuttaa värikontaminaation ja sylinterin kontaminaatiota, joka heikentää tulostuslaatua nopeasti. Koristepaperin syväpainopuristimet käyttävät kuumailmapuhalluskuivausjärjestelmiä, joissa lämpötilaohjatut ilmasuihkut suunnataan radan molemmille pinnoille. Liuotinpohjaisten musteiden kuivauslämpötilat vaihtelevat tyypillisesti välillä 60 °C - 120 °C; vesipohjaiset mustejärjestelmät vaativat korkeampia lämpötiloja tai infrapunalisäystä vastaavien haihtumisnopeuksien saavuttamiseksi. Kuivaustunneleista erotetut liuotinhöyryt kerätään talteenotto- tai lämpöhapetusjärjestelmillä, joita useimpien lainkäyttöalueiden ympäristövaatimukset edellyttävät.
Tärkeimmät tekniset tiedot, jotka on arvioitava ostettaessa syväpainokonetta koristepaperille
Koristepaperin syväpainopuristimet määritetään useilla parametreilla, jotka yhdessä määrittelevät koneen kyvyn, kapasiteetin ja soveltuvuuden tiettyihin tuotantovaatimuksiin. Seuraavat tiedot ovat kaupallisesti ja teknisesti merkittävimmät laitevaihtoehtoja arvioitaessa.
| Erittely | Tyypillinen alue | Mitä se tarkoittaa tuotannossa |
| Tulostusleveys | 1000-2200mm | Määrittää paperirullan enimmäisleveyden ja tuotantokapasiteetin ajoa kohti |
| Suurin tuotantonopeus | 80-300 m/min | Asettaa lähtökapasiteetin katon; Käytännön nopeus riippuu musteesta ja alustasta |
| Painoasemien lukumäärä | 4-12 väriä | Rajoittaa kuvion monimutkaisuutta; useampi asema mahdollistaa monipuolisemman suunnittelun |
| Sylinterin toiston pituus | 400-1500 mm | Määrittää ei-toistuvan kuvion enimmäispituuden puu-/kivimalleille |
| Rekisteröinnin tarkkuus | ±0,1–0,3 mm | Väristä väriin kohdistuksen tarkkuus; kriittinen hienoille yksityiskohdille |
| Mustejärjestelmän yhteensopivuus | Liuotin / vesipohjainen / UV | Määrittää mustevaihtoehdot, VOC-yhteensopivuuden ja kuivausjärjestelmän tyypin |
| Substraatin neliöpainoalue | 40-180 g/m² | Useita paperipainoja, joita kone pystyy käsittelemään ilman rainan käsittelyongelmia |
| Kelaa/kelaa rullan halkaisija | 800-1500mm | Suuremmat telat vähentävät jatkostaajuutta ja parantavat tuotannon tehokkuutta |
Tulostusleveys: Koneen kapasiteetti vastaa markkinoiden vaatimuksia
Painoleveys on kaikkein vaikuttavin yksittäinen tuotantomäärittely, koska se määrittää, kuinka paljon valmiita paperia tuotetaan koneen läpi kulkevaa rainametriä kohden. 1600 mm leveä puristin, jonka nopeus on 150 m/min, tuottaa 1440 m² painettua paperia tunnissa ennen leikkaamista. Sama ajo 1000 mm:n leveydellä tuottaa vain 900 m² tunnissa – 37 % vähemmän tehoa samalla koneen nopeudella. Useimmat huonekalujen ja lattialevyjen valmistukseen tarkoitetut koristepaperin syväpainokoneet toimivat painoleveydillä 1250–1800 mm, mikä vastaa koristepaperin valmistajien toimittamien substraattirullien vakioleveyksiä. Leveämmät koneet tuottavat enemmän tuotantoa, mutta vaativat suhteellisesti raskaampia ja kalliimpia sylintereitä, kaavinteriä ja jäljennösteloja ja asettavat tuotantolaitokselle suurempia infrastruktuurivaatimuksia.
Rekisteröintijärjestelmä ja värien kohdistuksen tarkkuus
Rekisteröintitarkkuus – tarkkuus, jolla jokainen väri sijoitetaan suhteessa muihin – on epäilemättä laatukriittisin vaatimus koristepaperin syväpainopuristimessa. Nykyaikaiset ammattikoneet saavuttavat suljetun silmukan rekisteriohjauksen käyttämällä kamerapohjaisia kohdistusmerkkien tunnistusjärjestelmiä, jotka valvovat kunkin väriaseman tulostuskohtaa reaaliajassa ja tekevät mikrosäätöjä sylinterin vaiheen asentoon servo-ohjattujen korjaustoimilaitteiden avulla. Nämä järjestelmät voivat havaita ja korjata 0,05 mm:n tai sitä pienemmät kohdistusvirheet säilyttäen kohdistuksen nopeuden, lämpötilan vaihteluiden ja rullan muutosten välillä. Aloitustason tai vanhemmat koneet, joissa käytetään avoimen silmukan rekisteröintijärjestelmiä, ovat riippuvaisia käyttäjän manuaalisesta säädöstä, eivätkä ne pysty ylläpitämään samaa kohdistustarkkuutta etenkään sisäänajon aikana nopeuden muutosten jälkeen tai suurilla tuotantonopeuksilla, jolloin radan dynamiikka muuttuu monimutkaisemmaksi.
Syväsylinterit koristepaperille: kaiverrus, tekniset tiedot ja hallinta
Koristepaperisyväpainossa sylinteri on merkittävin toistuva kustannus- ja laatumuuttuja itse koneen ulkopuolella. Sylinterin spesifikaatioiden, kaiverrusmenetelmien ja elinkaarihallinnan ymmärtäminen on välttämätöntä tuotannon taloudellisuuden hallitsemiseksi ja tulostuslaadun ylläpitämiseksi.
Kaiverrusmenetelmät ja niiden vaikutus painomerkkiin
Koristeellisissa syväpainosylintereissä käytetään kahta ensisijaista kaiverrusmenetelmää. Sähkömekaaninen kaiverrus (EME) käyttää sähkömagneettisen toimilaitteen käyttämää timanttikärkeistä kynää yksittäisten solujen leikkaamiseen kuparipintaan jopa 8 000 kennoa sekunnissa. Kynän syvyyttä ja leveyttä muutetaan erikokoisten solujen tuottamiseksi, mikä mahdollistaa sävyn asteittaisen vaihtelun kuviossa. EME-kaiverrus tuottaa erittäin tarkan solugeometrian ja yhtenäisen muodon, mikä tekee siitä standardin teräväpiirtokoristeellisille kuvioille, jotka vaativat hienoja tekstuuriyksityiskohtia – realistisia puun huokosrakenteita, kiven pinnan syyt ja hienoja tekstiilikudoksia.
Laserkaiverrus – erityisesti kuparipinnan laserablaatio – on vaihtoehto, joka on levinnyt koristepaperisylinterien valmistukseen. Laserkaiverrus mahdollistaa monimutkaisemmat solugeometriat, mukaan lukien alileikatut solut ja vaihtelevat solujen muodot yhdessä sylinterissä, mikä mahdollistaa musteen vapautumisominaisuudet, joita EME ei voi toistaa. Laserkaiverretuilla sylintereillä voidaan saavuttaa tulostustehosteita, jotka jäljittelevät paremmin puu- ja kivipintojen luonnollista mikrotekstuuria, mikä on kaupallisesti merkittävää huippuluokan koristepaperisovelluksissa. Laserkaiverruslaitteiden pääomakustannukset ovat korkeammat kuin EME:n, mutta käyttökustannukset sylinteriä kohden ovat alhaisemmat, ja suurempi geometrinen joustavuus tarjoaa suunnittelun erotteluetuja.
Solun tilavuus ja näytön linjaus
Solun tilavuus – mitattuna miljardina kuutiometrinä (BCM) neliötuumaa kohti tai kuutiosenttimetrinä neliömetriä kohden (cm³/m²) – määrittää tulostetun pinnan pinta-alayksikköä kohti kerrostetun musteen määrän. Koristepaperin syväpainossa solujen tilavuus on tyypillisesti suurempi kuin julkaisu- tai pakkaussyväpainossa, koska koristepaperit vaativat tiheän, läpinäkymättömän mustekalvon, joka peittää kokonaan valkoisen pohjapaperin ja kestää myöhempiä pintakäsittelyprosesseja, mukaan lukien kyllästyksen ja puristamisen laminaatteiksi. Koristepaperikuvioiden täyssävyisillä alueilla käytetään tyypillisesti soluja, joiden tilavuus on 25–45 BCM, kun taas korostus- ja pintakuviointialueilla käytetään matalampia soluja, joiden tilavuus on 8–18 miljardia kuutiometriä. Näytön viivaus – solujen lukumäärä lineaarista tuumaa tai senttimetriä kohden – vaikuttaa toistettavien yksityiskohtien tarkkuuteen. Koristepaperisylintereissä käytetään tyypillisesti 70–120 viivaa senttimetriä kohden, ja hienompia viivoja käytetään teräväpiirtoisen puun syyn ja kivikuvioiden toistoon.
Sylinterin elinkaari ja kunnostus
Syväpainosylinteri koristepaperin tuotantoon on merkittävä investointi – tyypillisesti 3 000–15 000 euroa sylinteriä kohden riippuen koosta, kaiverruksen monimutkaisuudesta ja siitä, onko sylinteri omistettu vai vuokrattu sylinteritoimittajapalvelun kautta. Kaiverrettua kuparia suojaava kromipinta kuluu asteittain kaavinterän kosketuksen seurauksena, ja kulumisnopeus riippuu kaavinterän materiaalista, kosketuspaineesta, musteen hankauskyvystä ja tuotantonopeudesta. Hyvin hoidettu sylinteri nykyaikaisessa koristepaperin syväpainopuristimessa saavuttaa tyypillisesti 50 000 - 150 000 lineaarimetrin painatuksen, ennen kuin kromin kuluminen heikentää tulostuslaatua sietämättömälle tasolle. Siinä vaiheessa sylinteristä poistetaan kromi- ja kuparikerrokset, se kuparoidaan uudelleen, kaiverretaan ja kromataan uudelleen – kunnostusjakso, joka voidaan toistaa useita kertoja samalla teräspohjaputkella, mikä vähentää merkittävästi sylinterin käyttöiän kustannuksia.
Mustejärjestelmät koristepaperin syväpainatukseen
Koristepaperin syväpainokoneessa käytetty mustejärjestelmä on kriittinen prosessimuuttuja, joka vaikuttaa tulostuslaatuun, väriskaalaan, kuivaussuorituskykyyn, ympäristöystävällisyyteen ja valmiin painetun paperin soveltuvuuteen myöhempiä käsittelyvaiheita varten. Koristepaperin syväpainotuotannossa käytetään kolmea päämustejärjestelmätyyppiä.
Liuotinpohjaiset syväpainomusteet
Liuotinpohjaiset musteet ovat historiallisesti dominoineet koristepaperin syväpainatusta niiden nopean kuivumisnopeuden ja suurilla konenopeuksilla, erinomaisen tarttuvuuden ansiosta käsiteltyihin paperipintoihin, suuren väritiheyden ja vahvan kestävyyden vuoksi koristepaperin läpikäyviä korkean lämpötilan ja paineen laminointiprosesseja vastaan. Liuotinkantaja – tyypillisesti tolueeni, etyyliasetaatti, metyylietyyliketoni tai niiden seokset – haihtuu nopeasti kuivaustunnelissa, mikä mahdollistaa 200 m/min tulostusnopeuden jopa useilla väriasemilla. Ensisijaisina haittoja ovat haihtuvien orgaanisten yhdisteiden (VOC) päästöjen ympäristö- ja työterveysvaikutukset, jotka edellyttävät liuottimien talteenottojärjestelmiä (kondensaatiopohjainen tai aktiivihiiliadsorptio) ja yhä tiukentuvien ilmanlaatumääräysten noudattamista. Useimmat vakiintuneet koristepaperin tuottajat, jotka käyttävät liuotinpainopuristimia, ovat investoineet integroituihin liuottimien talteenottojärjestelmiin, jotka keräävät 90–95 % liuottimista uudelleenkäyttöön, mikä vähentää merkittävästi sekä ympäristövaikutuksia että liuotinkustannuksia.
Vesipohjaiset syväpainomusteet
Vesipohjaiset syväpainomusteet eliminoivat liuotinjärjestelmien VOC-päästöongelmat, ja koristepaperin valmistajat määrittelevät niitä yhä enemmän, koska ne kohtaavat tiukemmat ympäristösäännökset tai kohdemarkkinat, joissa valmiille tuotteille on asetettu tiukat sisäilman laatuvaatimukset. Vesipohjaiset koristepaperin syväpainomusteet ovat parantaneet merkittävästi värin tiheyttä, tarttumista ja kuivumisnopeutta viimeisen vuosikymmenen aikana, mutta ne aiheuttavat edelleen teknisiä haasteita liuotinjärjestelmiin verrattuna. Veden haihtumisentalpia on huomattavasti korkeampi kuin orgaanisten liuottimien, mikä edellyttää joko alhaisempia tuotantonopeuksia, pidempiä kuivaustunneleita, korkeampia kuivauslämpötiloja tai infrapunalisäystä vastaavan kuivaustuloksen saavuttamiseksi. Vesipohjaisilla musteilla on myös korkeampi pintajännitys, mikä vaikuttaa musteen vapautumiseen syväpainosoluista ja voi vaatia solun geometrian ja painopaineasetusten säätämistä. Vesipohjaiseen musteen käyttöön tarkoitetuissa syväpainokoneissa on parannetut kuivausjärjestelmät ja muunnetut musteen kiertokomponentit, jotka soveltuvat vesipohjaisille väliaineille.
UV-kovettuva syväpainomusteet
UV-kovettuvat musteet kovetetaan valokemiallisella silloituksella ultraviolettilampuissa eikä haihduttamalla liuotinta, mikä tuottaa olennaisesti nolla VOC-päästöjä ja lähes välittömän kovettumisen. Ne tarjoavat erinomaisen hankaus- ja kemikaalinkestävyyden kovettuneessa kalvossa, mikä on edullista koristepapereille, jotka joutuvat suoraan mekaaniseen kosketukseen laminointikäsittelyssä tai loppukäytössä. Syväpainoon käytettävät UV-musteet ovat kuitenkin huomattavasti kalliimpia kuin liuotin- tai vesipohjaiset järjestelmät, ja UV-kovetettuilla mustekalvoilla on erilaiset joustavuusominaisuudet, jotka on arvioitava painetun paperin impregnoinnin ja puristuksen aikana tapahtuvan muodonmuutoksen perusteella. Koristepaperin UV-syväpainojärjestelmät ovat kasvava segmentti, erityisesti premium- ja erikoissovelluksissa, mutta ne eivät ole vielä syrjäyttäneet liuotinjärjestelmiä hallitsevaksi teknologiaksi valtavirran suurvolyymituotannossa.
Jälkipainojärjestelmät koristepaperin syväpainopuristimella
Itse painatusprosessi on vain osa nykyaikaisen koristeellisen paperin syväpainokoneen tekemistä. Useimmissa koristepaperituotteissa puristimeen on integroitu inline-jälkipainokäsittelyjärjestelmät toiminnallisten pinnoitteiden tai pintakäsittelyjen levittämiseksi välittömästi painatuksen jälkeen ja ennen lopullista kelausta.
Sisäänrakennetut pinnoitusyksiköt
Monet koristepaperin syväpainopuristimet huonekalu- ja lattiasovelluksiin sisältävät yhden tai useamman rivin päällystysaseman, joka on sijoitettu lopullisen painoaseman jälkeen. Ne levittävät pohjamaalin, pohjamaalin tai pintakäsittelykerroksen painettuun paperiin sen ollessa vielä verkossa, mikä eliminoi erillisen offline-päällystyksen. Yleisiä koristepaperin sisäkkäisiä pinnoitteita ovat tahraa estävät suojapinnoitteet, jotka suojaavat painettua mustekalvoa rullan käsittelyn ja kuljetuksen aikana, kyllästyspohjamaalit, jotka esikäsittelevät paperin pinnan tasaisemman hartsin imeytymisen varmistamiseksi myöhemmissä kyllästysprosesseissa, ja toiminnalliset sulkupinnoitteet, joita käytetään tiettyihin loppukäyttövaatimuksiin. Inline-päällystysyksikkö on tyypillisesti syväpainopäällystysasema, joka käyttää sileää tai aniloksisylinteriä kaiverretun sylinterin sijasta ja levittää pinnoitetta kontrolloidulla päällystepainolla koko paperin leveydeltä.
Web-tarkastusjärjestelmät
Inline-verkkotarkastusjärjestelmät, joissa käytetään korkearesoluutioisia linjaskannauskameroita ja kuvankäsittelyohjelmistoja, ovat vakiona nykyaikaisissa koristepaperisyväpainokoneissa. Nämä järjestelmät skannaavat 100 % painetusta rainan pinnasta täydellä tuotantonopeudella, vertaamalla elävää tulostuskuvaa tallennettuun referenssiin ja merkitsemällä vikoja – rekisteröintivirheet, värijuovat, kaavinterän viivat, sylinterin vauriomerkit ja substraattivirheet – reaaliajassa. Vikapaikat kirjataan verkkokoordinaateilla, jotta käyttäjät voivat paikantaa ja arvioida merkittyjä alueita kelaustarkastuksen tai jatkokäsittelyn aikana. Tarkastusjärjestelmän herkkyys on säädettävissä vastaamaan valmistettavan tuotteen vikasietostandardia – arvokkaat lattiapaperisovellukset vaativat tyypillisesti tiukemmat vikakriteerit kuin huonompilaatuinen huonekalupaperi.
Koristepaperin syväpainopuristimien yleisiä tuotantoongelmia ja niiden ratkaisemista
Koristepaperin syväpainatukseen yleisimmin vaikuttavien vikojen ymmärtäminen auttaa käyttäjiä diagnosoimaan ongelmat nopeasti ja toteuttamaan oikeat korjaustoimenpiteet minimoiden hukka- ja seisonta-ajat.
- Tohtorin teräviivat (teräviivat): Koneen suunnassa kulkevia hienoja pitkittäisiä raitoja, jotka johtuvat kaavinterän ja sylinterin pinnan väliin jääneistä hiukkasista, terävauriosta tai väärästä terän kosketuskulmasta. Korjaavia toimenpiteitä ovat terän värähtelyn amplitudin lisääminen, terän kosketuspaineen ja kulman tarkistaminen, musteen suodatuksen tarkastaminen kontaminaatioiden varalta ja sylinterin kromipinnan pisteytyksen tai karheuden tarkistaminen, joka vangitsee hiukkasia.
- Värien välinen virhe: Värien väliset kohdistusvirheet, jotka näkyvät sädekehänä, värireunuksina tai epäselvinä kuvion reunoina. Johtuu rekisterin ohjausjärjestelmän virheistä, radan jännityksen epävakaudesta, sylinterien lämpölaajenemisesta tai alustan venytyksen vaihtelusta. Osoita tarkistamalla, että rekisterikameran kohteet ovat puhtaat ja hyvin valaistut, tarkistamalla rainan kireyden tasaisuus koko koneessa, antamalla riittävän lämpenemisajan lämpöstabilointiin ja varmistamalla, että alustan kosteuspitoisuus on tasainen rullalta rullalle.
- Musteen sumuttaminen ja ruiskutus: Hienoja mustepisaroita kertyi tarkoitetun tulostusalueen ulkopuolelle, mikä näkyy eniten suurilla tuotantonopeuksilla. Syynä on liian alhainen musteen viskositeetti, liian korkea jäljennöspaine tai liian alhainen musteen pintajännitys. Korjaaviin toimenpiteisiin kuuluvat musteen viskositeetin tarkistaminen ja säätäminen spesifikaatioiden mukaan, jäljennöspaineen alentaminen riittävän siirtoon vaadittavalle vähimmäismäärälle ja musteen koostumuksen tarkistaminen musteen toimittajan kanssa, jos ongelma jatkuu useiden sylinterien vaihdon aikana.
- Ohitetut solut (lumihiutaleet): Satunnaiset vaaleat täplät kiinteillä tulostusalueilla, jotka johtuvat siitä, että muste ei siirry yksittäisistä soluista alustalle. Syynä on tyypillisesti paperin pinnan karheus tai alhainen huokoisuus, joka estää solumusteen kosketuksen, liian korkea musteen viskositeetti, liian matala jäljennöspaine tai kuivuneen musteen aiheuttama solukontaminaatio. Ota yhteyttä tarkistamalla jäljennöspaineasetukset, varmistamalla, että musteen viskositeetti on spesifikaatioiden mukainen, tarkistamalla alustan pintaenergia-arvot ja ajoittamalla sylinterin puhdistus, jos epäillään mustejäämien kertymistä.
- Värivaihtelu rullan sisällä (väripoikkeama): Väritiheyden tai sävyn asteittainen muutos tuotantoajon aikana, mikä johtuu yleisimmin musteen viskositeetin siirtymisestä, kun liuotin haihtuu mustealustalta, tai lämpötilan muutoksista, jotka vaikuttavat musteen reologiaan. Varmista, että automaattinen viskositeetin säätöjärjestelmä toimii oikein, tarkista, että mustealustan lämpötila on vakaa, ja tarkista musteen kiertonopeus varmistaaksesi, että tuoretta mustetta tulee lokeroon riittävällä nopeudella kulutukseen nähden.
- Verkkokatkot: Paperisubstraatti repeytyy tulostuksen aikana, mikä aiheuttaa tuotantokatkoksia ja materiaalihukkaa. Syynä ovat jatkosvirheiden aiheuttamat jännityspiikit, hauraiden paperilaatujen liiallinen painallus, alustarullan paperivirheet tai staattisen varauksen kerääntyminen, joka aiheuttaa rainan poikkeaman ja taittumisen. Varmista, että liitoksen laatu varmistetaan ennen jokaisen rullan liitoksen saapumista puristimeen, tarkista kevyiden paperilaatujen painatuspaineasetukset, ota käyttöön staattiset poistopalkit kriittisissä rainan reitin kohdissa ja tarkista paperintoimittajan substraatin laatusertifikaatti.
Koristepaperin syväpainokoneiden toimittajien arviointi
Koristepaperin syväpainokone on usean miljoonan dollarin pääomasijoitus, jonka käyttöikä mitataan vuosikymmeniin. Toimittajan arviointi ansaitsee suhteellista huolellisuutta – koneen laatu, kaupalliset ehdot ja myynnin jälkeinen tukirakenne vaikuttavat kaikki merkittävästi omistuksen kokonaiskustannuksiin ja investoinnin toiminnalliseen onnistumiseen.
- Erityisesti koristepaperin viiteasennukset: Syväpainotekniikkaa käytetään pakkaus-, julkaisu- ja koristepaperisovelluksissa, mutta toimittaja, jolla on dokumentoitu kokemus koristepaperiasennuksista, ymmärtää tämän sovelluksen erityisvaatimukset – laajat painoleveydet, suuren volyymin mustejärjestelmät, inline-pinnoiteintegraation ja koristepintojen teollisuuden laatustandardit. Pyydä referenssejä koristepaperiasennuksien käyttöön ja järjestä käyntikäyntejä ennen kuin sitoudut toimittajaan.
- Hyväksymistestiprotokollat ja taatut suorituskykyvaatimukset: Kaikissa koristepaperin syväpainokoneen ostosopimuksissa on määriteltävä hyväksyntätestin ehdot – tuotantonopeus, värien määrä, paperilaatu, mustejärjestelmä – ja kvantitatiiviset suoritustakuut rekisteröinnin tarkkuudelle, värien yhtenäisyydelle, kuivausrummun tehokkuudelle ja vastaanottoajon aikana mitattuille vikojen määrälle. Sopimuksen epämääräiset suorituskykykuvaukset eivät jätä oikeutta, jos kone ei toimi kunnolla asennuksen jälkeen.
- Varaosien saatavuus ja paikallinen huolto: Syväpainopuristin, joka on poissa käytöstä odottamassa vaihtojäljennösrullalaakeria tai ohjauslevykomponenttia, maksaa menetetyssä tuotannossa paljon enemmän päivässä kuin mitä tahansa säästöä, joka saavutetaan valitsemalla halvempi kone tai toimittaja, jolla on huono varaosainfrastruktuuri. Varmista, että kriittisiä varaosia on varastossasi toimitusalueellasi, että toimittajalla on koulutettuja huoltoinsinöörejä, jotka saapuvat laitoksellesi 24–48 tunnin kuluessa kriittisten vikojen varalta, ja että toimittajan liiketoiminnan vakaus tukee yli vuosikymmenen huoltosuhdetta.
- Digitaalinen integraatio ja Teollisuus 4.0 -valmius: Nykyaikaiset koristeelliset paperisyväpainolaitteistot liitetään yhä useammin tehdastason MES:iin (manufacturing execution systems) tuotannon aikataulutusta, laadukasta tiedonkeruuta ja ennakoivaa huoltoa varten. Varmista, että koneen ohjausarkkitehtuuri tukee OPC-UA:ta tai vastaavia avoimia tiedonsiirtoprotokollia, että tuotantotiedot ovat saatavilla vakiomuodoissa ja että toimittajalla on tiekartta ohjelmistopäivityksiin ja digitaalisten valmiuksien laajentamiseen koneen käyttöiän aikana.
- Ympäristöjärjestelmän vaatimustenmukaisuus ja sertifiointi: Liuotinpohjaiset syväpainolaitteistot edellyttävät integroituja liuottimen talteenotto- tai lämpöhapetusjärjestelmiä, joiden on täytettävä paikalliset ympäristöluvat. Varmista, että toimittaja voi toimittaa täydellisen ympäristöjärjestelmän osana konepakettia tai että hänellä on vakiintuneet integraatiokumppanit, että järjestelmä on mitoitettu oikein puristimen liuotinpäästöjen määrään enimmäistuotantonopeudella ja että toimittajalla on kokemusta lupaprosessin vaatimuksista käyttöalueellasi.
Tuoteryhmät
Suositellut uutiset
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Tarkastuskelauskoneen selitykset: kuinka se toimii ja mitä on otettava huomioon ostettaessa
2026-05-26Kuinka syväpainokone puupohjaisille levyviimeistelymateriaaleille todella toimii (ja miksi sillä on merkitystä)
Suositellut tuotteet
Erilaisia malleja, jotka vastaavat kehitystarpeita eri alueiden maailmassa.



Lähetä meille viesti heti!
Pikalinkit
Tuotteet
- KL-sarjan koristeellinen paperin syväpainotulostin
- DL-sarjan koristeellinen paperin syväpainotulostin
- HL-sarjan koristeellinen paperin syväpainotulostin
- MG-sarjan koristeellinen paperin syväpainotulostin
- LLW-sarjan koristeellinen paperin syväpinnoituskone
- BL-, CS-, JS-, CL-, JL-, EL-sarjan koristepaperin syväpainotulostin
- ......
Ota meihin yhteyttä
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiangin maakunta
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Yksityisyys
Yksityisyys